![]()


![]()
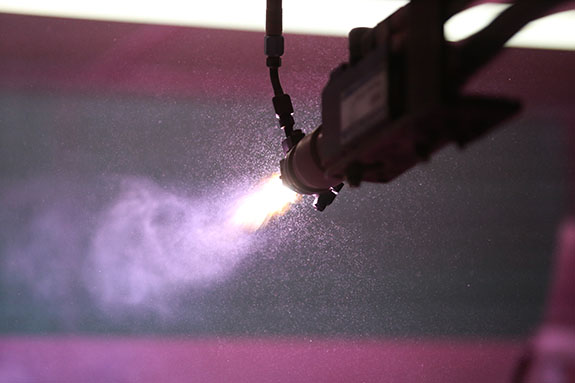
主にセラミックコーティングに使用するプロセスです。
皮膜の特性は、主に摩擦係数が低いことと耐腐食性にすぐれていることで、物理的衝撃が加わらない所に使用します。
最高1万数千度の温度が出せ、ほとんどの高融点材料は溶射可能と言えます。
[セラミックスは、皮膜がわれやすいので厚くはできません(MAX 0.3mmt)]
また、素材温度約150度以下で溶射するため歪が発生しません。
したがって、仕上品や再コーティングも可能です。
特長
加工手順Thermal spraying
主に新規作成から行ないます。
製品によっては再生も可能ですが、再溶融中全体が1000度以上になり歪みが発生しますので、部品全体の加工しろを残して溶射します。
詳細を見る
01素材
02アンダーカット
溶射部分を要求される厚さだけ切削します。
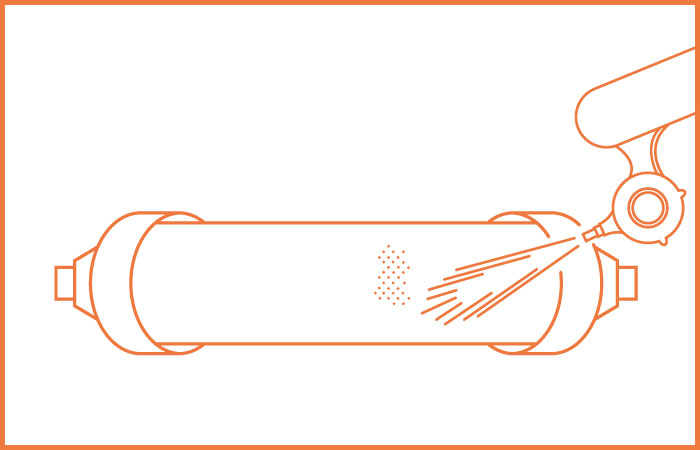
03溶射
必要材料を溶融噴射します。この時の素材温度は150度以下です。
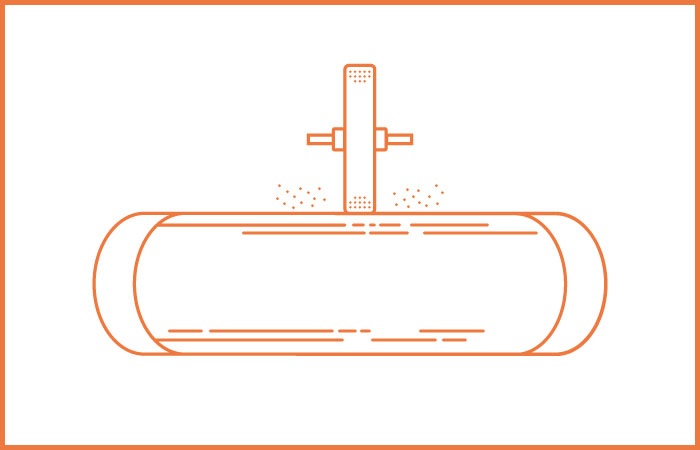
04仕上げ
特殊グラインダー仕上げを行ないます。
| 材料 | |
|---|---|
| Cr2O3(酸化クローム) | Al2O3(ホワイトアルミナ) |
| ZrO2(ジルコニア) | TiO2(酸化チタン) |
| Al2O3・TiO2(グレイアルミナ) | NiCrAl(ニクシリー) |
| CoCrAl(コクラリー) | |
材料は金属系材料からセラミックスと多種におよんでいますが、一般的にはセラミックスが主で、その他耐高温酸化用の金属系材料が多く使用されています。表以外にもその他多くの材料があります。
| 膜厚 | 0.1~0.3mmt |
|---|

他の溶射技術Thermal spraying
ご質問・ご相談などございましたら、お気軽にお問い合わせください。
お問い合わせはこちら